300MW机组锅炉汽包裂纹处理技术探讨及其在通用设备制造业中的应用
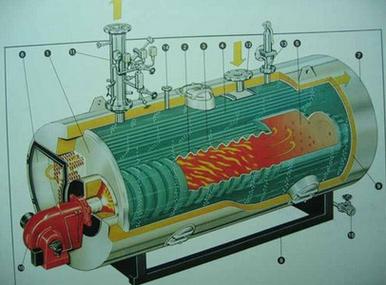
在火力发电领域,300MW机组是当前电力系统中的重要组成部分,其核心设备锅炉的安全稳定运行至关重要。锅炉汽包作为锅炉的关键承压部件,长期在高温、高压的恶劣工况下运行,容易出现裂纹等缺陷,严重威胁机组的安全性与经济性。因此,针对300MW机组锅炉汽包裂纹的处理技术,已成为电站设备维护中的一项关键技术课题。这不仅对保障电力生产安全具有直接意义,也对上游的锅炉及原动设备制造业乃至更广泛的通用设备制造业提出了更高的技术、材料和工艺要求。
一、锅炉汽包裂纹的成因与危害
锅炉汽包裂纹的产生通常是多因素共同作用的结果,主要包括:
1. 材料与制造缺陷:原始材料中存在非金属夹杂物、微观组织不均,或在制造过程中的焊接、热处理工艺不当,导致残余应力集中,形成初始裂纹源。这直接关联到锅炉及原动设备制造企业的原材料质量控制与核心制造工艺水平。
2. 运行应力与疲劳:机组频繁启停、负荷大幅波动导致的交变热应力,以及长期运行中的机械应力,极易在应力集中区域(如管座焊缝、人孔门周边)引发疲劳裂纹。
3. 腐蚀与环境因素:炉水品质控制不当引起的苛性脆化、氧腐蚀或应力腐蚀,会加速裂纹的萌生与扩展。
裂纹一旦形成并扩展,可能导致汽包承压能力下降,严重时引发爆裂事故,造成巨大的经济损失和安全隐患。
二、汽包裂纹的主要处理技术
针对已发现的裂纹,现代处理技术已形成一套成熟的体系,主要包含以下几个关键环节:
1. 无损检测与精准评估:
这是处理的前提。综合运用超声波检测(UT)、射线检测(RT)、磁粉检测(MT)和渗透检测(PT)等多种无损检测技术,精准确定裂纹的位置、走向、长度和深度。结合应力分析软件,对裂纹的安全性进行评级,为制定修复方案提供科学依据。
- 裂纹修复技术:
- 打磨消除法:对于浅表且非关键部位的微小裂纹,可采用机械打磨的方式彻底消除,并打磨成平滑过渡,消除应力集中。
- 焊接修复法:这是处理深度裂纹最常用的方法。技术核心在于:
- 预处理:彻底清除裂纹,制备合适的坡口。
- 焊接工艺:选用低氢型、韧性匹配的专用焊材;采用小电流、多层多道焊,严格控制层间温度;广泛应用氩弧焊打底等工艺以减少焊接应力与变形。
- 焊后热处理(PWHT):对重要焊缝必须进行局部或整体热处理,以消除焊接残余应力,改善焊缝及热影响区的金相组织。
- 挖补与更换:对于大面积、网状或无法修复的严重缺陷,可能需采取局部挖补甚至更换整段筒节的方式。
3. 热处理与应力消除:
无论是焊接修复还是挖补,精密的局部热处理技术都是成功的关键。采用电加热片、感应加热等方式,精确控制加热范围、升温速率、保温温度与时间、降温速率,确保应力有效消除且不影响母材性能。
4. 修复后检验与寿命评估:
修复完成后,必须进行更为严格的无损检测,确保无新生缺陷。结合修复情况、材料老化状态和运行历史,对汽包的剩余寿命进行评估,为后续的安全运行与监测提供指导。
三、对通用设备制造业的技术辐射与要求
汽包裂纹处理技术的发展与实施,深度依赖于并反向推动着通用设备制造业的进步:
- 对制造环节的追溯与提升:裂纹分析常常追溯到原始制造阶段。这促使锅炉及原动设备制造商必须采用更纯净的钢材、更先进的焊接自动化设备(如窄间隙焊机)、更精准的热处理炉以及更完善的在役检测系统,从源头上提升产品质量,减少缺陷产生。
- 驱动专用设备与工具发展:复杂的在役修复场景,催生了针对大型容器内部作业的专用机器人、高精度便携式热处理设备、适用于恶劣环境的无损检测仪器等高端通用设备的研发与制造需求。
- 促进材料与工艺创新:对修复焊材的韧性、抗裂性及与母材的匹配性提出极高要求,推动了特种焊接材料产业的发展。激光熔覆、冷喷涂等增材修复新技术也在探索中,这些都属于先进制造技术的范畴。
- 提升技术服务与系统集成能力:现代裂纹处理不仅是单一技术,更是检测、评估、修复、热处理、验证的一体化解决方案。这要求设备制造与服务业向“制造+服务”转型,提供全生命周期的技术支持和远程诊断服务。
###
300MW机组锅炉汽包裂纹的处理,是一项集材料科学、力学分析、焊接工艺、热处理技术和无损检测于一体的综合性高技术作业。其技术水平的提升,不仅保障了发电机组的安全经济运行,也像一台引擎,持续拉动着上游锅炉及原动设备制造业在质量管控、工艺革新上的进步,并辐射至更广阔的通用设备制造业,推动其在精密加工、特种工具、检测仪器和智能化服务解决方案等领域不断创新与发展。随着智能制造和状态检修理念的深入,汽包裂纹的预测性维护与智能化修复将成为行业新的发展方向,为通用设备制造业开辟更广阔的市场空间与技术前沿。